
Løsning med 8 lineære servo akser
og så trimmer din maskine fedtkanten på svinekam
Fjerner spæk på en svinekam under flyvende bevægelse guided af vision og ultralyd. Delta Elektronik har udviklet softwaren til en maskine, der automatisk trimmer fedtkanten på en Svinekam. Dette er udført i samarbejde med en maskinproducent og en leverandør af vision systemer.
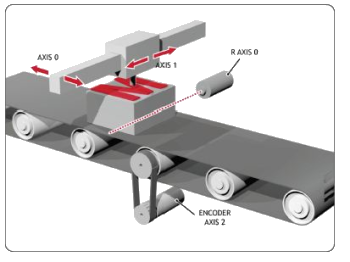
Maskinen har 8 synkroniserede LinMot servoaktuatorer og 16 motion relaterede I/O. Alt sammen er styret af en TRIO motion controller og synkroniseret i forhold til positionen på båndet.
Via Ethernet ModbusTCP er der kommunikation til visionsystemet med data overførelse af kørsels profiler.

En svinekam skal løbende opmåles og overgangen mellem spæklag samt reelt kød skal findes i op til 8 zoner. Hver zone er styret af en LinMot servoakse. Formålet er at skære spæklaget af således, at det tilbageblivende er ensartet på hele svinekammen.
Mere om løsningen
Visionsystemet detekterer fedtkanten på svinekammen og optager XY-koordinaterne sammenholdt med positionen på fremføringsbåndet. Alle vision koordinaterne sendes til servosystemet, der udfører bevægelse for at skære fedkanten af i forhold til konturen. Dette udføres synkront med fremføringsbåndet.
Opgaven krævede dynamisk arbejdende servoakser for at opnå den ønskede produktionskapacitet og præcision. Selve motion-delen blev løst med kombination af avancerede motion-funktioner:
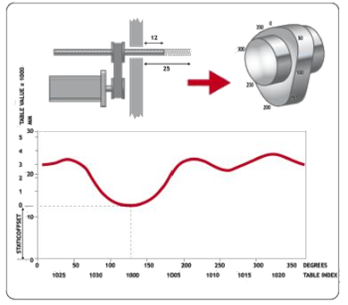
Positionsdata, opsamlet af vision, bruges til at beregne 8 x CAMBOX - én for hver knivakse.
De 8 beregnede CAMBOX afvikles derefter i forhold til fremføringsbåndets position og angiver positionen af LinMot aksen.
Samtidig med den første svinekam bliver bearbejdet scanner visionsystemet den næste, og motion controlleren beregner nye CAMBOX til det næste produkt. Da der er en vis afstand mellem knive og vision, lagres alle data i et skifteregister.
Skifte registre med flere produkter efter hinanden
Samtidig med at én svinekam bliver bearbejdet scanner vision den næste. Motion controlleren beregner CAMBOX til næste svinekam, samtidig med at den første er under bearbejdning. Da der er en vis afstand mellem knive og vision lagres alle data i et skifteregister. I den aktuelle maskine kan der ligge op til 3 ”skære-data” i et skifteregister. Dette kan dog udvides efter behov.
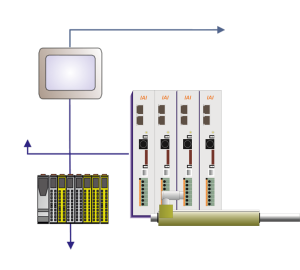
En styringsløsning som ligger i en controller håndterer logikken og den komplette motion funktion. Styringen kan re-konfigureres eller opdateres via et SD flashkort, uden anvendelse af en PC.
Controller med alle system- og maskinparametre
Hvis en udskiftning af et servodrev skulle blive tilfældet, kan et nyt drev direkte erstatte et defekt og få overført alle relevante parametre via Ethernet bussen.
Hele styringen kan tilgås online via en VPN forblindelse.
- 3 x 4 kVA servodrev
- STO input
- EtherCAT eller SERCOS III
- Fælles DC-bus